™
™















We are Team DM. We exist to deliver Additive Manufacturing AM 2.0 technologies, materials, and applications that enable mass production.
Platforms
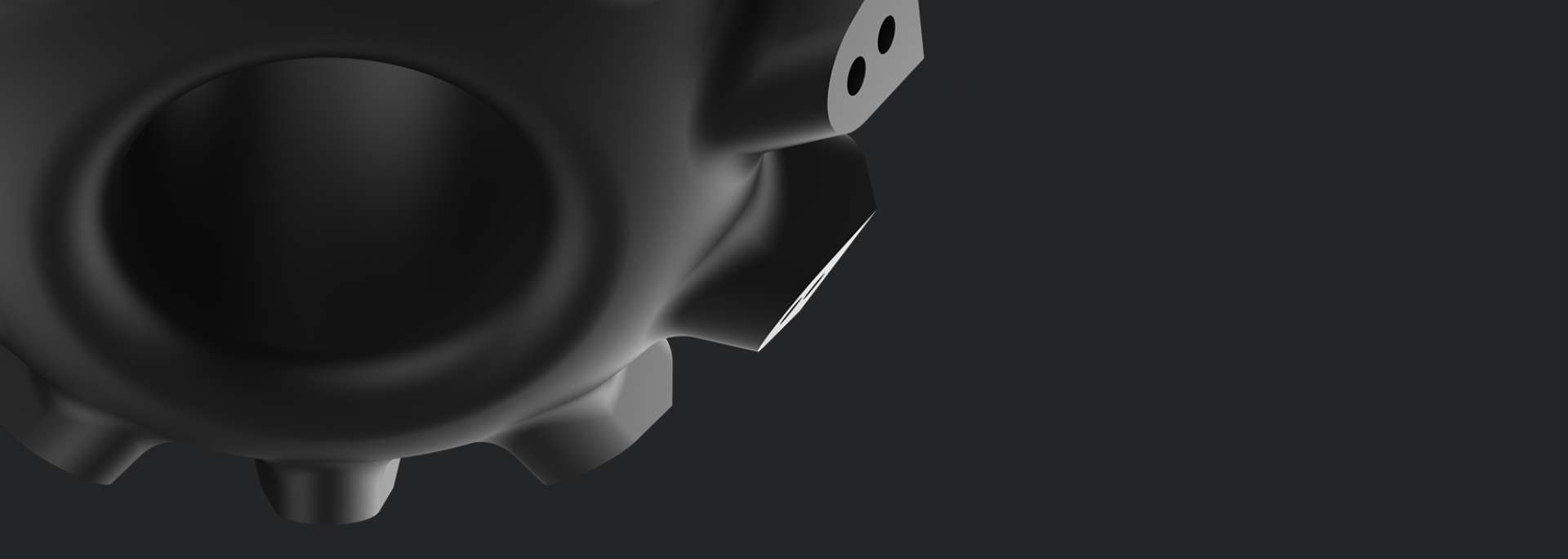
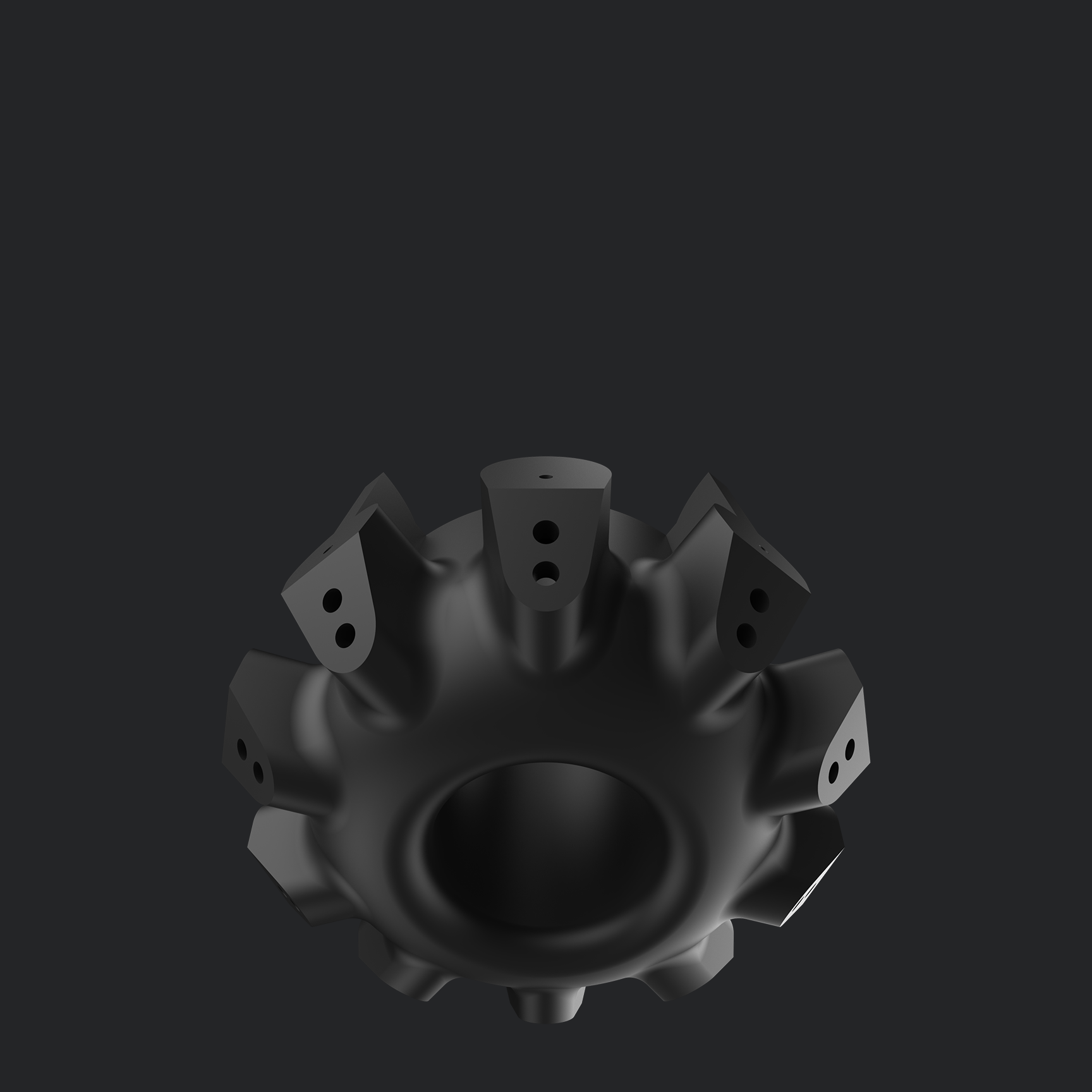
Highly custom, complex parts in hard-to-machine materials
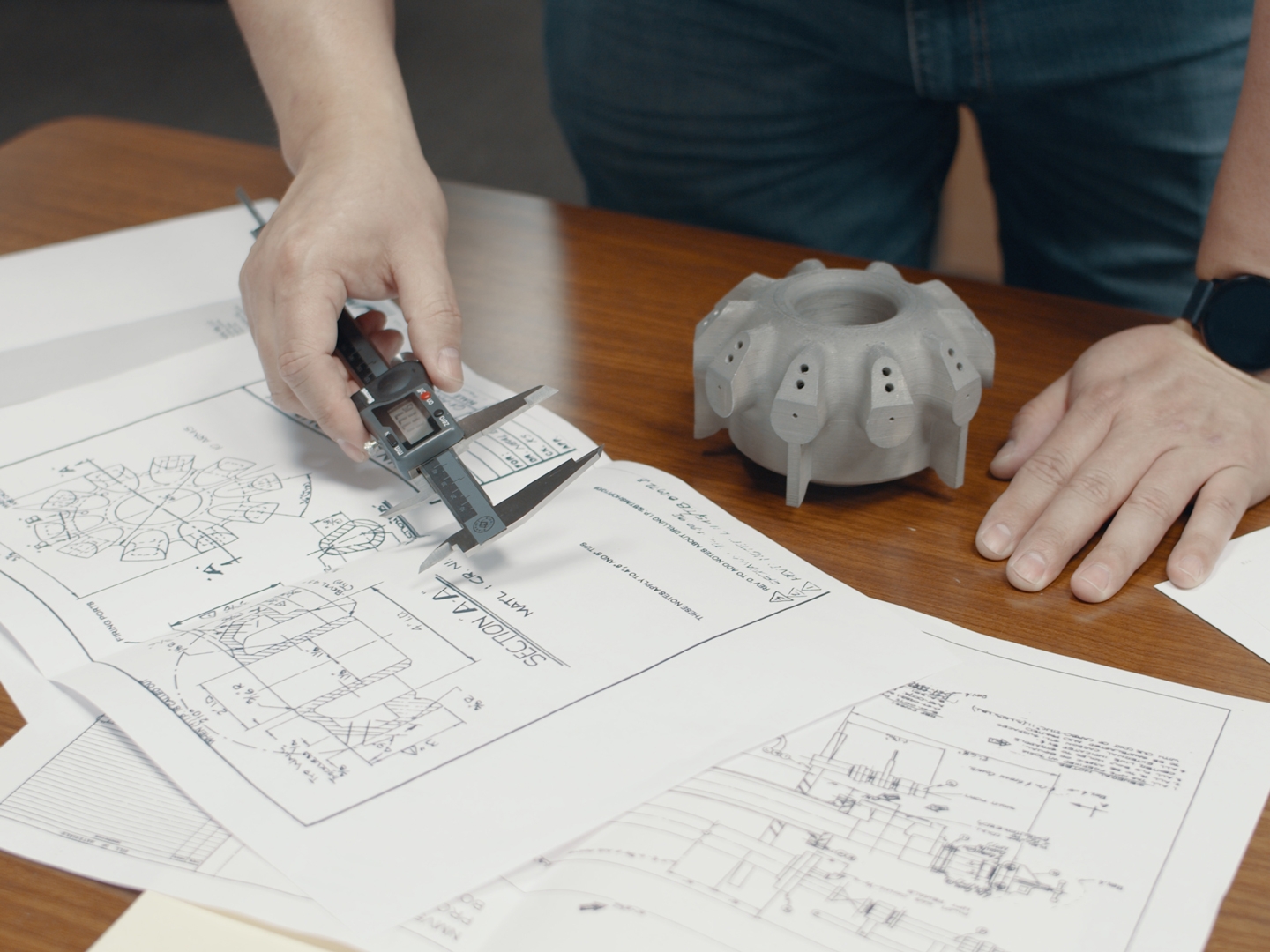
Heavy industries - from industrial equipment manufacturing to chemical processing - require highly customized equipment and manufacturing facilities. Using 3D printing, complex parts can be created without custom tooling or post-processing - reducing per-part costs and enabling new, functionally-optimized designs.
The on-demand production and geometric freedom of 3D printing allows manufacturers to consolidate assemblies, easily produce one-off designs, and reduce costs for spare parts storage.
Simplifying innovation and legacy part creation for heavy industry.
By eliminating the need for hard tooling, the Studio System makes it easy for John Zink Hamworthy Combustion engineers to produce innovative new parts, reproduce parts for which tooling no longer exists and find creative solutions to improving their workflow.
Helping heavy industry
_Customers
Leaders in the world of heavy industry rely on Desktop Metal products both to keep current operations running smoothly and to create innovative new designs to help grow their business
Your material. Printed at any scale.
Part Gallery
_Industry applications
With the ability to quickly produce complex components from hard-to-machine materials, 3D printing can help heavy industry firms keep per-part costs low for custom, low-volume parts, while enabling the creation of new designs with greater geometric complexity.
-
_Introduction to the Studio System
This five-part video series explains the step-by-step process of the only office-friendly metal 3D printing system in the world. -

_3D printed internal channels
A difficult-to-manufacture feature found in parts such as manifolds, heat exchangers and tooling—allowing for the passage of fluids through the body of a part -

_Videos
See Desktop Metal printers in action and learn about the systems from experts.